

7月的北京骄阳似火,但为北京冬奥周期备战的冰雪健儿们却步履不断。在17滑四季滑雪场奥森
一种四边锯的操控方法pdf
详细说明
本发明公开了一种四边锯的操控方法,涉及数控技术领域。本发明控制方法,包括上料步骤、门板定位输送步骤、对中调节步骤、门框定位步骤和切割步骤,在上料步骤进行的同时,四边锯龙门架在等待位等待,门板定位输送步骤中,待加工的门板由龙门架下方穿过,并在输送过程中,由四边锯龙门架上的检验测试的机构检测门板到位情况,当检测到门板到位之后立马停止输送门板,对门板进行对中调节,在对中调节步骤进行的同时,安装在龙门架上的门框检测传感器对门框做定位,获取门框定位信息;在切割步骤中,根据门框检验测试的机构定位到的门框位置信息,控制
S1、上料步骤,将待加工的门板运送到传送带(1)上,传送带(1)的高度高于加工台(2)
的高度;此时四边锯龙门架(3)移动带等待位;所述等待位位于加工台(2)后端;
S2、门板定位输送步骤,传送带(1)启动,待加工的门板跟随传送带(1)向加工台(2)方
向移动,且在移动过程中,待加工的门板从四边锯龙门架(3)下方穿过;在待加工的门板跟
随传送带(1)从四边锯龙门架(3)下方穿过时,设置在四边锯龙门架(3)上的来料检测传感
器(4)检测从四边锯龙门架(3)下方穿过的待加工门板的位置,当来料检测传感器(4)检测
到待加工门板的末端时,传送带(1)停止输送并下降将待加工门板放置到加工台(2)上;
S3、对中调节步骤,当来料检测传感器(4)检测到待加工门板的末端时,对中调节机构
(5)启动,位于待加工门板两侧的对中夹板(6)从待加工门板的两侧向板材移动,使得两侧
的对中夹板(6)与待加工门板的两侧相抵,调节待加工门板在加工台(2)上的位置;调节后,
S4、门框定位步骤,在对中调节步骤进行的同时,安装在四边锯龙门架(3)上的门框检
测传感器(7)伸出,在四边锯空门架的带动下从待加工门板的末端向待加工门板靠近,对待
S5、切割步骤,当加工台(2)负压固定待加工门板后,四边锯龙门架(3)启动,根据预设
的宽度,同时驱动四边锯龙门架(3)、左纵锯机构(8)和右纵锯机构(9)对待加工门板的左右
两侧进行纵向的切割;根据预设的长度结合待加工门板的门框定位信息,驱动锯切开槽机
2.如权利要求1所述的一种四边锯的操控方法,其特征是:在上料步骤中,获取待加
工门板的长度信息,根据待加工门板的长度信息确定四边锯龙门架(3)的等待位,在待加工
3.如权利要求1或2所述的一种四边锯的操控方法,其特征是:待加工门板上设置有
记载其长度信息的电子标签,通过电子标签读取机构读取待加工门板上的电子标签,以获
4.如权利要求1或2所述的一种四边锯的操控方法,其特征是:所述来料检测传感器
(4)和门框检测传感器(7)固定在四边锯龙门架(3)中部位置,位于待加工门板对中调节的
6.如权利要求4所述的一种四边锯的操控方法,其特征是:所述门框检测传感器(7)
7.如权利要求1或2所述的一种四边锯的操控方法,其特征是:在对中调节步骤中,待
[0001]本发明涉及数控技术领域,尤其涉及门板加工用四边锯数控技术领域,更具体地
[0002]用于门板的锯、切、开槽等的四边锯机床,大多数都用在将门板的四个位置分别进行切
S1、先根据预设的宽度调整门板传输装置两套传动机构的间距,以便于适配门板
S2、门板传输装置启动,将待加工的门板输送到设定位置,当门板达到设定位置
后,门板传输装置的两套传动机构下降,将待加工的门板放置在负压固定机构上;
S3、位于门板传输装置前端的挡料机构启动,向后推动门板至定位位置,然后对中
S5、四边锯龙门架启动根据预设的宽度,驱动四边锯龙门架、左纵锯机构和右纵锯
S5、根据预设的长度,驱动锯切开槽机构分别对待加工门板的上下两侧边进行横
[0003]上述现存技术中对四边锯设备的操控方法中,对待加工门板被输送至于挡料机构
接触即达到设定位置,然后挡料机构伸出将待加工的门板向反方向推动一端距离,才能完
成对待加工门板的定位,在这样的一个过程中,四边锯龙门架长期处在等待位,降低了四边锯设备
[0004]如公开号为CN114985836A,公开日为2022年9月2日,名称为“一种四边锯进料对中
装置及切割方法”的发明专利申请,该发明专利申请的切割方法中,当板材移动到加工台的
上方,感应装置感应到板材的位置,设在前方的光敏传感器感应到光线被板材阻隔,传送带
降低移动速度,设在后方的光敏传感器感应到光线被板材阻隔,伺服控制装置控制传送带
停止运行,升降装置下降使得板材落到加工台上。该现存技术是采用在加工台的上方设置
感应装置感应待加工的板材位置,以此来实现板材在加工台上的定位输送,这种方式只能定
位板材的表面,无法定位板材内部框架。由于待加工的门板是有内部的框架和覆盖在框架
上方和下方的封面板组成的,正常的情况下框架上方和下方的封面板会凸出于框架,如果只
定位封面板的话,则无法控制对待加工的门板的内部的框架的精准切割,因此,上述现有技
术只适用于不具有内部框架的板材的切割,不适用于带有框架和封面板的门板的切割。
[0005]为客服上述现存技术中存在的缺陷和不足,本发明提供了一种四边锯的控制方
法,本发明的发明目的是解决现存技术中四边锯的操控方法对待加工门板定位时间长,
影响四边锯加工效率的问题。本发明公开的四边锯的操控方法,包括上料步骤、门板定位输
送步骤、对中调节步骤、门框定位步骤和切割步骤,在上料步骤进行的同时,带有四边锯的
龙门架在等待位等待,门板输送步骤中,被输送的待加工的门板由龙门架下方穿过,并在输
送过程中,由四边锯龙门架上的检验测试的机构检测门板到位情况,当检测到门板到位之后立即
停止输送门板,对门板进行对中调节,在对中调节步骤进行的同时,安装在龙门架上的门框
检测机构对门框做定位,获取门框定位信息;在加工步骤中,根据门框检验测试的机构定位到的
门框位置信息,控制四边锯对待加工的门板进行切割操作。本发明的四边锯操控方法定位
[0006]未解决上述现存技术中存在的问题,本发明是通过下述技术方案实现的。
S1、上料步骤,将待加工的门板运送到传送带上,传送带的高度高于加工台的高
S2、门板定位输送步骤,传送带启动,待加工的门板跟随传送带向加工台方向移
动,且在移动过程中,待加工的门板从四边锯龙门架下方穿过;在待加工的门板跟随传送带
从四边锯龙门架下方穿过时,设置在四边锯龙门架上的来料检测传感器检验测试从四边锯龙门
架下方穿过的待加工门板的位置,当来料检测传感器检验测试到待加工门板的末端时,传送带
S3、对中调节步骤,当来料检测传感器检验测试到待加工门板的末端时,对中调节机构
启动,位于待加工门板两侧的对中夹板从待加工门板的两侧向板材移动,使得两侧的对中
夹板与待加工门板的两侧相抵,调节待加工门板在加工台上的位置;调节后,加工台上负压
S4、门框定位步骤,在对中调节步骤进行的同时,安装在四边锯龙门架上的门框检
测传感器伸出,在四边锯空门架的带动下从待加工门板的末端向待加工门板靠近,对待加
S5、切割步骤,当加工台负压固定待加工门板后,四边锯龙门架启动,根据预设的
宽度,同时驱动四边锯龙门架、左纵锯机构和右纵锯机构对待加工门板的左右两侧进行纵
向的切割;根据预设的长度结合待加工门板的门框定位信息,驱动锯切开槽机构分别对待
[0008]进一步优选的,在上料步骤中,获取待加工门板的长度信息,根据待加工门板的长
度信息确定四边锯龙门架的等待位,在待加工的门板被运送到传送带上时,四边锯龙门架
[0009]更进一步优选的,待加工门板上设置有记载其长度信息的电子标签,通过电子标
[0010]进一步优选的,所述来料检测传感器和门框检测传感器固定在四边锯龙门架中部
位置,位于待加工门板对中调节的中线]更进一步优选的,所述来料检测传感器为行程检验测试开关、光电感应电眼或测距传
[0012]更进一步优选的,所述门框检测传感器为形成检测开关、光电感应电源或测距传
[0013]进一步优选的,在对中调节步骤中,待加工门板两侧的对中夹板与待加工门板的
1、与现存技术相比,本发明在待加工板材上料时,四边锯龙门架就在等待位等待,
当检测到待加工门板穿过四边锯龙门架之后即达到加工台,与现有的在门板前进方向的前
端设置挡料机构相比,不需要对门板进行回退的操作,节省了该动作工序,进而减少了该工
序的操作时间。与现有加工台上方设置检测传感器的方式相比,可以对门框做定位,避免
[0015]2、本发明的操控方法,首先通过四边锯龙门架上的来料检测传感器检验测试待加工门
板的来料情况,以实现对待加工门板的输送定位检测,检测到待加工门板末端之后,即可进
[0016]3、本发明的操控方法,在对中调节的过程中,通过固定在四边锯龙门架上的门框
检测传感器检验测试门框位置,从而确定四边锯龙门架起点位置与门框之间的距离,从而可以
在后续的切割工序中,根据设定门板长度对门板上下两侧边进行精准地横向切割;而将对
中调节和门框定位两个工序结合在一起,节省了操作时间,进一步提升加工效率。
[0017]4、本发明中将来料检测传感器和门框检测传感器均固定在四边锯龙门架上,是将
四边锯龙门架作为基准,可以最快时间确定四边锯龙门架与待加工门板的相对位置,进而
节约其他调节工序和时间,提高加工效率。而来料检测传感器、门框检测传感器与四边锯龙
门架的相对位置可以预先设置在控制管理系统中,从而快速地通过来料检测传感器、门框检测
传感器反映测量出四边锯龙门架相对待加工门板的位置,尽可能缩小四边锯龙门架起始位
[0018]5、本发明中,在上料时,预先获取到待加工门板的长度信息,则能够准确的通过该长度信
息确定到四边锯龙门架的等待位置,在上料的同时,控制四边锯龙门架在等待位进行等待,
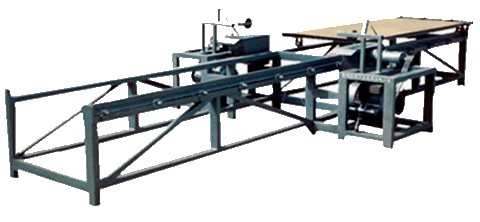
附图标记:1、传送带,2、加工台,3、四边锯龙门架,4、来料检测传感器,5、对中调节
机构,6、对中夹板,7、门框检测传感器,8、左纵锯机构,9、右纵锯机构,10、锯切开槽机构。
[0020]以下是结合附图的以帮助全面理解由权利要求及其等同物限定的本发明的示例
性实施例,其中所述特定细节将仅被视为示例性的,而不限制本发明的范围。因此,本领域
普通技术人员可在不脱离本发明的范围和精神的情况下,对实施例进行各种改变和修改。
作为本发明一较佳实施例,参照说明书附图1、附图2和附图3所示,本实施例公开
S1、上料步骤,将待加工的门板运送到传送带1上,传送带1的高度高于加工台2的
S2、门板定位输送步骤,传送带1启动,待加工的门板跟随传送带1向加工台2方向
移动,且在移动过程中,待加工的门板从四边锯龙门架3下方穿过;在待加工的门板跟随传
送带1从四边锯龙门架3下方穿过时,设置在四边锯龙门架3上的来料检测传感器4检测从四
边锯龙门架3下方穿过的待加工门板的位置,当来料检测传感器4检测到待加工门板的末端
S3、对中调节步骤,当来料检测传感器4检测到待加工门板的末端时,对中调节机
构5启动,位于待加工门板两侧的对中夹板6从待加工门板的两侧向板材移动,使得两侧的
对中夹板6与待加工门板的两侧相抵,调节待加工门板在加工台2上的位置;调节后,加工台
S4、门框定位步骤,在对中调节步骤进行的同时,安装在四边锯龙门架3上的门框
检测传感器7伸出,在四边锯空门架的带动下从待加工门板的末端向待加工门板靠近,对待
S5、切割步骤,当加工台2负压固定待加工门板后,四边锯龙门架3启动,根据预设
的宽度,同时驱动四边锯龙门架3、左纵锯机构8和右纵锯机构9对待加工门板的左右两侧进
行纵向的切割;根据预设的长度结合待加工门板的门框定位信息,驱动锯切开槽机构10分
[0022]在本实施例中,在待加工板材上料时,四边锯龙门架3就在等待位等待,当检测到
待加工门板穿过四边锯龙门架3之后即达到加工台2,与现有的在门板前进方向的前端设置
挡料机构相比,不需要对门板进行回退的操作,节省了该动作工序,进而减少了该工序的操
作时间。与现有加工台2上方设置检测传感器的方式相比,可以对门框做定位,避免门面
[0023]进一步的,在对中调节的过程中,通过固定在四边锯龙门架3上的门框检测传感器
7检测门框位置,从而确定四边锯龙门架3起点位置与门框之间的距离,从而能够在后续的
切割工序中,根据设定门板长度对门板上下两侧边进行精准地横向切割;而将对中调节和
作为本发明又一较佳实施例,本实施例是在上述实施例1的基础上,对本发明的技
术方案做出的进一步详细地补充和阐述。在本实施例中,为了进一步缩短四边锯龙门架3的
移动时间,将四边锯龙门架3移动到等待位的工序与上料工序结合在一起,具体的,在上料
步骤中,获取待加工门板的长度信息,根据待加工门板的长度信息确定四边锯龙门架3的等
待位,在待加工的门板被运送到传送带1上时,四边锯龙门架3在等待位等待。在上料时,预
先获取到待加工门板的长度信息,则能够准确的通过该长度信息确定到四边锯龙门架3的等待位
置,在上料的同时,控制四边锯龙门架3在等待位进行等待,节约调节四边锯龙门架3的时
[0025]作为本实施例的一种实施方式,待加工门板上设置有记载其长度信息的电子标
签,通过电子标签读取机构读取待加工门板上的电子标签,以获取得到待加工门板的长度
[0026]作为本实施例的又一种实施方式,待加工门板的尺寸预设在四边锯设备的控制系
统中,针对规格A的待加工门板,则四边锯龙门架3的等待位预先设置且固定,当需要更换待
加工门板的规格时(尤其是长度规格时),则在四边锯设备的控制操作界面上选择对应的规
[0027]作为本实施例的又一种实施方式,能够使用图像识别的方式,在上料时采集待加
工门板的图像,以图像识别技术识别待加工门板的尺寸,从而确定四边锯龙门架3的等待
[0028]本实施例中,四边锯龙门架3等待位的设置,可以尽可能缩短四边锯龙门架3从起
始位置到达工作位置的距离,在待加工门板被加工台2固定后,立即就可以开展对待加工门
作为本发明又一较佳实施例,本实施例是在上述实施例1或实施例2的基础上,对
本发明的技术方案做出的进一步详细地补充和阐述。在本实施例中,参照说明书附图4和附
图5所示,所述来料检测传感器4和门框检测传感器7固定在四边锯龙门架3中部位置,位于
适应不同宽度尺寸的门板的加工,将其设置在对中调节的中线附件,能更加进一步提高其检
[0030]作为一个示例,所述来料检测传感器4为行程检验测试开关、光电感应电眼或测距传感
器中的任意一种。所述门框检测传感器7为形成检测开关、光电感应电源或测距传感器中的
[0031]在本实施例中,来料检测传感器4和门框检测传感器7能选用任何实现其功能的
[0032]作为本实施例的一个示例,在对中调节步骤中,待加工门板两侧的对中夹板6与待
加工门板的门框两侧相抵。实现对门框左右两侧的对中调节定位,避免门面板包边凸出于
[0033]尽管已经参照本发明的示例性实施例具体显示和描述了本发明构思,但是本领域
的技术人员应该理解,在不脱离权利要求所限定的本发明的精神和范围的情况下,可以对
2、成为VIP后,下载本文档将扣除1次下载权益。下载后,不支持退款、换文档。如有疑问加。
3、成为VIP后,您将拥有八大权益,权益包括:VIP文档下载权益、阅读免打扰、文档格式转换、高级专利检索、专属身份标志、高级客服、多端互通、版权登记。
4、VIP文档为合作方或网友上传,每下载1次, 网站将按照每个用户上传文档的质量评分、类型等,对文档贡献者给予高额补贴、流量扶持。如果你也想贡献VIP文档。上传文档
2023年国家知识产权局商标审查协作中心招聘60人笔试参考题库(共500题)答案详解版.docx
大疆 DJI Mini 4 Pro - 安全概要 (DJI RC 2) v1.0.pdf
原创力文档创建于2008年,本站为文档C2C交易模式,即用户上传的文档直接分享给其他用户(可下载、阅读),本站只是中间服务平台,本站所有文档下载所得的收益归上传人所有。原创力文档是网络服务平台方,若您的权利被侵害,请发链接和相关诉求至 电线) ,上传者



 鲁公网安备
鲁ICP备10203732号
鲁公网安备
鲁ICP备10203732号